Introduzione
Questo è il primo di una serie di articoli che descriveranno il cambio utensile nel sistema RosettaCNC in tutte le sue parti.
Definizione del gestore cambio utensile
Una delle prime cose da fare quando si configura la scheda CNC per un nuova macchina è quella di definire quale tipologia/gestore di cambio utensile intendiamo utilizzare.
Per far ciò bisogna aprire il pannello “Impostazioni scheda… ” e selezionare la pagina “Cambio Utensile“:
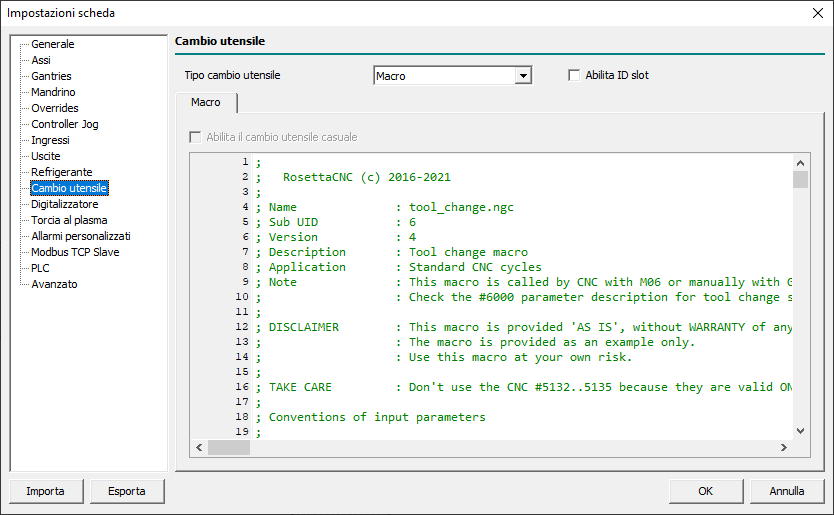
Il sistema RosettaCNC prevede tre tipologie di gestore cambio utensile:
- Nessuno
- Macro
- PLC
Tipo cambio utensile: Nessuno
Impostando il tipo cambio utensile su “Nessuno” si informa la scheda CNC che il nostro flusso di lavoro non prevede l’uso e la definizione di utensili.
Nel programma G, nei comandi MDI o nelle macro interne/esterne non vi dovranno MAI essere i seguenti comandi:
T( Select Tool )M06( Change Tool )M61( Set the current tool without performing a tool change )G41( Enable Cutter Compensation left of programmed path )G41.1( Enable Dynamic Cutter Compensation left of programmed path )G42( Enable Cutter Compensation right of programmed path )G42.2( Enable Dynamic Cutter Compensation right of programmed path )G43( Enable Tool Length Compensation )G43.1( Enable Dynamic Tool Length Compensation )G43.2( Apply additional Tool Length Offset )G43.4( Enable RTCP feature )G43.7( Enable RTCP feature & override tool offsets using arguments )
In testa al programma G, o meglio ancora, nella macro start.ngc (nella cartella macros della machine corrente) andrebbero sempre messi in comandi G40 ( Disable Cutter Compensation ) e G49 ( Cancel Tool Length Compensation and disable RTCP feature ) in modo da assicurarsi che non sia rimasto nessun correttore attivo da precedenti configurazioni macchina.
Dopo il cambio configurazione è suggerito eseguire in MDI il comando:G40 G49 M61 Q0
per rimuovere ogni stato dell’eventuale utensile caricato ed usato precedentemente il cambio di tipo/gestore cambio utensile:

Il CAM non dovrà generare alcuna informazione di cambio utensile tramite i comandi T e M06, non dovrà applicare compensazioni lunghezza utensile tramite i comandi G43..G43.x e non dovrà applicare la compensazione raggio utensile in scheda tramite i comandi G41/G41.x/G42/G42.x.
La compensazione raggio utensile dovrà essere fatta dal CAM direttamente nel percorso finale e quindi non potrà essere modificata direttamente in macchina.
Questa è la classica configurazione CNC per lavorare in modo molto semplice e veloce usando sempre e solo con un utensile alla volta.
L’utente dovrà solamente montare l’utensile sul mandrino, portare l’asse sul punto di zero pezzo lavorazione, azzerare i conteggi assi della WCS in uso e avviare il programma.
Tipo cambio utensile: Macro
Impostando il tipo cambio utensile su “Macro” si informa la scheda CNC che la gestione del cambio utensile è delegata ad una macro esterna chiamata tool_change.ngc e memorizzata nella cartella macros della machine in uso.
Dei tre sistemi di gestione del cambio utensile questo è il sistema più potente e versatile in quanto chiunque può configurare, modificare ed ampliare le funzionalità della macro tool_change.ngc per meglio adattarsi alle proprie necessità.
La macro tool_change.ngc fornita nel pacchetto d’installazione copre già gran parte delle funzionalità classiche, come la gestione di elettromandrini MTC, ATC, ATC con caricatori utensili lineari (linear tools-changer) e rotativi (umbrella tools-changer).
Quando è attiva questa modalità e la scheda CNC incontrerà il comando M06 ( Tool Change ), avvierà in modo automatico l’esecuzione della macro tool_change.ngc che si occuperà di tutto quanto serve per completare la fase di cambio dell’utensile in uso con quello selezionato tramite il comando T ( Select Tool ).
Esempio:
T04 M06 ; carica utensile 4 sul mandrino
...
T02 M06 ; scarica utensile 4 dal mandrino e carica utensile
Nella pagina cambio utensile sono presenti altri tre campi:
- Abilita ID Slot
- Abilita il cambio utensile casuale
- Macro ( editing della macro tool_change.ngc )
Campo: Abilita ID Slot
Il campo Abilita ID Slot deve essere attivato quando si utilizza un elettromandrino ATC e si ha un caricatore utensile di tipo lineare o rotativo.
Il campo informa il software di controllo nella macchina è disponibile un caricatore e che quindi dovrà abilitare il menù per la gestione funzionalità Gestione ATC:

Tramite il Gestore ATC è possibile istruire la scheda CNC su che utensili sono sul caricatore, la loro posizione, che utensile è caricato sul mandrino, caricare o scaricare un utensile, pre-misurare la lunghezza utensili ed accedere/modificare tutti i parametri di un utensile.
Tratteremo tutte le funzionalità del Gestore ATC in un articolo apposito.
Altra cosa importante da sapere nel comando M06 è che quando Abilita ID Slot è disattivato (nessun caricatore) nella macro ToolID (numero utensile) e SlotID (posizione nello slot) sono uguali, mentre quando Abilita ID Slot è attivo ogni ToolID avrà lo SlotID assegnato tramite il pannello Gestore ATC dall’operatore che ha fatto la strumentazione macchina.
Campo: Abilita il campo utensile casuale
Questo campo è sempre disabilitato ed utilizzato solo per firmware CUSTOM.
Campo: Macro ( editing della macro tool_change.ngc )
Tramite il campo Macro è possibile visualizzare e modificare la macro cambio utensile tool_change.ngc direttamente da dentro il pannello “Impostazioni scheda…“.
Di norma è più pratico aprire con un editor esterno direttamente il file tool_change.ngc, fare le modifiche, salvarlo e verificare in diretta l’effetto delle modifiche ma per una visione e modifica rapida può tornare utile anche questo campo di editing.
!!! IMPORTANTE !!!
La macro di cambio utensile tool_change.ngc, disponibile di default dopo l’installazione del Software di Controllo della CNC, viene fornita nella formula:
This macro is provided ‘AS IS’ without warranty of any kind, express or implied.
The macro is provided as an example only.
Use this macro at your own risk.
All’ esecuzione del primo comando di cambio utensile (M06), di ogni programma G che verrà avviato, la macro richiama una finestra di dialogo in cui avvisa l’operatore di tale formula di contratto per l’accettazione della stessa:

A questo punto l’operatore potrà fermare l’esecuzione del programma G (STOP) o riprendere l’esecuzione del cambio utensile (Ripresa) ponendo massima attenzione alle fasi di movimento che seguiranno.
Per tutti i cambi successivi, dello stesso programma G, il messaggio non verrà più riproposto.
Presa visione che il funzionamento della macro di cambio utensile è corretto e rispetta gli standard di sicurezza richiesti è possibile accettare in modo permanente i termini di licenza, eliminando tale messaggio.
Per far ciò il responsabile manutentore/installatore dovrà, tramite il menù “Impostazioni -> Impostazioni scheda...” pagina “Cambio utensile” commentare, tramite uno o più caratteri punto e virgola (;), la linea di codice della macro che fa comparire il messaggio:”

Per completare l’operazione si salveranno le modifiche premendo il bottone OK.
Di norma, i costruttori di pantografi/fresatrici/etc, una volta modificato/collaudato la macro di cambio utensile in base alla caratteristiche del loro prodotto, effettuano questa operazione evitando all’utente finale ogni attività a riguardo.
Tipo cambio utensile: PLC
Impostando il tipo cambio utensile su “PLC” si informa la scheda CNC che la gestione cambio utensile dovrà utilizzare un programma del PLC interno alla CNC stessa.
Questa modalità funziona SOLO sulle CNC con firmware CUSTOM realizzate per uno specifico cliente e fa parte delle customizzazioni speciali del prodotto RosettaCNC.
